发布时间:2024-08-25 10:29:51 人气:
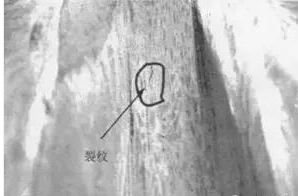
精细的打磨在制造业里很关键,尤其是对精度要求超高的地方。但如果操作失误或者机器出了问题,工件上就有可能出现磨痕,既不好看还可能影响性能和使用寿命。常见的磨痕有交叉螺旋线、鱼鳞纹和直线波浪纹等等。这些磨痕的出现主要跟砂轮修整好坏、砂轮和工件怎么接触以及磨削时的震动有关。比如,要是砂轮修得不好、砂轮轴间隙大或者砂轮压紧装置不稳,那就容易出这种问题。
砂轮修整的重要性
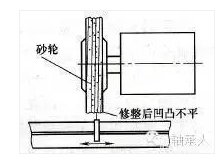
修砂轮真是关键!不搞会影响光滑度,还可能损坏工件喔。修的时候别忘了加点冷却液,还要把砂轮边上的尖角磨得圆润些,别让小沙粒和铁屑残留。这样磨出来的工件才会又光又匀。所以,定期认真修砂轮,保证磨削效果棒棒哒。
工作台导轨的影响

记住工作台滑轨太油腻不稳定,磨得不好还没精度。还有,如果V型滑轨不够硬,磨起来砂轮会跑偏,磨出来的表面就不平。所以说,保持滑轨润滑适中、硬度够强,磨削质量才能大大提升!
磨削过程中的振动问题

磨刀时工具老卡住怎么办?比如砂轮主轴破了缝,或者轴承磨烂了。这就导致砂轮靠到工件上时,像坐过山车一样晃来晃去,最后出来的效果就像是正弦波的划痕。要避免这种情况,得经常检查下砂轮主轴和轴承,确保它们正常工作!
磨削烧伤的原因及预防
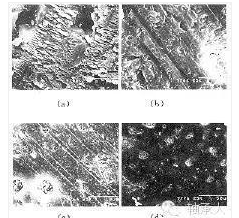
磨东西总烧焦,结果表面都黑了。这可能是砂轮太硬、进给太快或切削液太少造成的。这种烧伤不光难看,还会让工件变得不耐用。所以选对砂轮硬度、控制好进给速度,还有保证切削液够多,就能有效防止磨削烧伤!
工件表面粗糙度不达标的原因
磨齿轮感觉涩手?磨太慢、进刀快、砂轮不好都可能造成这种情况。要光滑表面?恰当控制下速度和进刀量,保证砂轮磨得顺畅就行了。还有个小妙招,用高级金刚石工具磨砂轮,效果更赞!

磨床产品的选择与应用
磨床好用磨起来顺滑高效。现在市面上的磨床容易上手,功能强大,用着超爽。挑的时候要注意精度、稳定和操作便利性。加点新科技,比如豪克能,磨出来的东西就更好了!
总结与展望
说起细磨技术,就跟现代制造的生命线一样重要!它直接决定了我们产品好不好用,有没有竞争力。所以,我们要好好研究磨削过程中遇到的问题,找到原因然后解决掉,这样才能让磨削效果更好,达到更高的行业标准。再说了,未来科技肯定是越来越发达,创新也是永不停歇的,我觉得细磨技术也会变得更强大,更智能,给制造业带来更多好处。
精细磨削技术真的像魔法一样!只需小小的调整,结果就能翻天覆地!那么,未来这种磨削技术会在哪方面有重大突破?快来评论区分享你的看法,别忘了给我点个赞,让大家都能了解到这个神奇技术的厉害之处!